

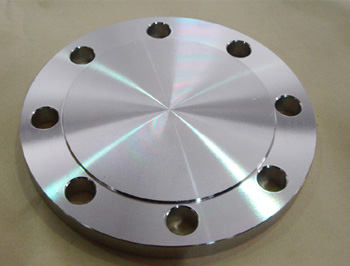




关于碳钢封头焊接缝位置
2014-05-05 09:51:14
关于碳钢封头焊接缝位置:实践证实,该限制有两点不妥:容易造成材料浪费。不能焊缝变形后的质量,焊缝变形后的质量是否合格应由无损检测结果判断。据此GB150--89与98都取消了这一位置限制,但要求先拼焊后成形的不锈钢封头,其拼焊焊缝成形后应进行100%射线或超声检测,其合格级别应与整个容器一致。JB/T4737-95理应与GB150保持一致,但由于编制者的蔬忽,依然沿用了JB741-80的条款,这是不妥的。压力容器标准化技术委员会已决定停用JB/T4734-95,目前正编制新的封头标准取代它。在目前过渡阶段,封头拼焊焊疑的要求,按GB150执行。
在早已废止的JB741--80中曾规定了对封头拼接焊缝位置的限制,其出发点是让拼焊焊缝尽量远离封头冲压时拉伸变形较大的转角过渡区,以免拼接焊缝在较大变形处被拉坏。多在关于丁字缝(亦称T字缝) 标准与法规都无禁有和要求,实际上也是不可能禁用的,因为筒体纵,环焊缝的交叉点都是属于丁字缝。
上一篇:碳钢封头的下料操作及作业标准
下一篇:碳钢拼接封头的焊缝要求
