





碳素钢封头热处理的现状与热煨弯管整体加热技
热煨弯管整体加热技术是采用感应加热技术对弯管的前直管段、弯曲部分、后直管段进行不间断、连续加热、冷却,即感应加热线圈从前直管段的端部开始加热,连续不问断经过前直管段、弯曲部分、后直管段直至后直管段末端停止。线圈对弯曲部分进行加热时在摇臂的牵引下进行,但加热前直管段时,摇臂夹紧座不可能夹紧钢管。整体加热技术的核心是解决加热前直管段的同时(即在线圈到达过渡区前),夹紧座夹紧前直管段;进入后直管段,加热不停止的同时,夹紧座松开前直管段。
由于夹紧座的夹紧、松开需要时间,在此时间内,钢管需处于静止状态。在分析时发现:该技术的难点在于运用何种方法实现线圈对直管段不间断加热和前直管段夹紧(或后直管段松开)同步进行。经过多方面的考虑、研究确定:夹紧座夹紧、松开所需要的时间依靠线圈一边向后移动、一边加热的方法,同时夹紧座进行夹紧或松开钢管。根据上面的分析,制定了如下整体加热工艺流程:摇臂放置零度位置一线圈前移至线圈中心前方距离L位置、钢管推进至线圈前端平齐一加热开始一推进开始一(达到要求长度后)推进停止、线圈以速度开始后移(这时钢管静止)一同时摇臂前移靠紧、钢管卡瓦夹紧一线圈到中心线后停止,同时推进开始一达到预定弯曲角度一推进停止、线圈后移开始一同时卡瓦打开(弯曲角度大时应有天车配合)摇臂移走一线圈停止、推进开始(达到要求直管段后)推进停止、加热停止一卸下弯管一进入下一循环。
在工艺流程中,距离L应根据直管加热时的推进速度、夹紧座夹紧弯管前直管段的时间进行确定。
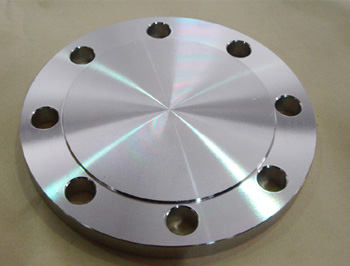
碳素钢封头热处理的现状
热成形的封头,按照制造工艺做热处理.这个行业内都没什么争议;冷成形的封头,是否需要热处理一直都存在争议,在国内也没有明确的规定。
标准GBl50—1998(钢制压力容器》中10.4.2.2款规定:“冷成形封头应进行热处理。当制造单位冷成形后的材料性能符合设计、使用要求时,不受此限制。”,对于冷成形封头热处理问题标准中留了空间,但说得比较笼统,不具体。发布的推荐标准GB/T25198—2010(压力容器封头》中6.4.2.1款中规定:“需进行焊后应力热处理的条件、焊后应力热处理的方法与操作,根据封头所采用的设计标准,应分别符合GBl50或JB4732的相关规定。”,这也是按照GBl50的相关规定的,也没说相关的热处理要求。化工部标准HG20584—1998{钢制化丁容器制造技术要求》标准中4.0.3款:“受压元件用的钢板冷加丁、冷成形后,如变形率超过以下第l款的范围,且符合下列2—7款中任意一条时,应进行热处理,以加丁应力,延性。
